图2 在沉积态H13钢时的冷却状态的示意图,在不同位置的实际的冷却曲线会由于在SLM过程中循环热状态的不同而在大范围内进行变化。其中H13钢的Ms和Mf的温
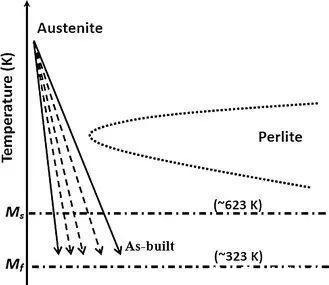
图2 在沉积态H13钢时的冷却状态的示意图,在不同位置的实际的冷却曲线会由于在SLM过程中循环热状态的不同而在大范围内进行变化。其中H13钢的Ms和Mf的温度在图中给予表示出来
其他的工艺参数也会影响到AM制造H13钢的显微组织和性能。例如, Lee等人的研究结果表明,在制造H13钢的时候在制造方向存在外延生长,而柱状晶则包括少量的残余奥氏体,以及MC (富集V) 和 M2C (富集Mo) 的碳化物,见下图3。扫描速度增加的时候造成的冷却速率的增加,会增加孕育点的数量增加,导致柱状晶的尺寸的减小。在拉伸载荷作用下没有观察到马氏体相变,而气孔,气孔尺寸和气孔的类型是影响拉伸性能的主要参数。在采用DED技术制造H13钢和D2 工具钢的时候,显微硬度随着能量密度的增加而降低。这部分是因为高能量输入造成冷却速率下降而造成的高的二次枝晶间距。另外一个可能的机理是在高的激光能量密度输入下,碳含量的降低,有足够长的时间和足够大的面积来供C和O来进行反应。
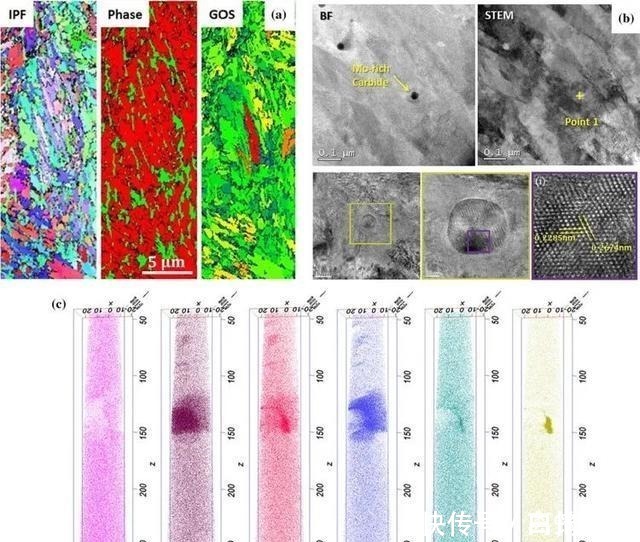
图3 EBSD IPF,相 (红色: 马氏体,绿色: 奥氏体) 和晶粒取向扩展(grain orientation spread (GOS) )图, b TEM, STEM和高分辨率TEM 图;c 原子探针层析成像(atom probe tomography)构建的图显示出SLM制造H13钢的富集V和Mo的碳化物
工艺参数控制着H13工具钢的机械性能。正如 Pellizzari等人采用SLM制造H13所报道的那样,其断裂韧性随着功率密度的增加而增加。这是因为高的功率密度会减少气孔的形成和未熔颗粒的存在。这两个因素都是控制裂纹扩展的主要机理。其他的参数如制造方向和不同的热循环对机械性能的影响没有能量密度明显。比较有意思的一点就是,形成二次裂纹垂直于主裂纹是主裂纹扩展的驱动力下降的一个原因,由此还造成了断裂韧性的提高。这一效应在回火状态下比淬火——回火效应要更明显,这是因为在先生的熔池边界有着更多的网络状的碳化物的析出促进了二次裂纹的形成以及回火组织中细小的显微组织的缘故。
摩擦磨损和疲劳性能以及在制造的部件中机械性能的不均匀仍然是AM制造H13钢的一大挑战。尽管Riza等人报道了一个令人满意的DED制造H13钢的摩擦性能,其摩擦性能仍然低于变形的H13材料。在疲劳性能方面,这一差别更加明显。SLM制造的H13部件的疲劳性能比较低有着多方面的原因。最为重要的原因是由于气孔造成的表面质量差和表面的空穴造成的没有充分熔化的粉末和层层之间的没能充分的连接。除了表面缺陷等原因之外,同变形的H13相比较,AM制造的部件还经受着诸如气孔和空穴造成的较高的体积缺陷以及层间缺陷和较高的氧含量。以上所有因素均限制了AM制造H13钢的疲劳性能。
SLM制造H13钢的另外一个挑战在于其不均匀性。如同Deirmina等人所报道的那样,在SLM制造H13时,沉积态的部件中的显微组织由部分回火马氏体和大量的(高达19vol%)的残余奥氏体所组成,而淬火钢中的残余奥氏体体积分数<2 vol%,导致在回火过程中大量的强的二次硬化效应。这些作者报道,SLM制造的H13钢产生了胞状/枝晶显微组织的各向异性,表明了在熔池边界的重金属合金的分离和由于快速凝固造成的胞状边界的微观上的分离。部分非均匀的回火也会在大多数情况下观察到,这是因为凝固层到前一层的传热造成显微硬度的不均匀分布。
H11钢
H11是另外一种应用广泛的工具钢,具有比H13钢要少的V。低V含量增加了材料的韧性但牺牲了材料耐磨性能。应用后热处理和对H11钢进行成分改变可以导致AM制造的H11钢的高性能。如Huber等人报道,SLM制造H11工具钢的时候导致了贝氏体显微组织的形成,其显微硬度达到了~642 HV1。采用550 °C @ 2 h的后热处理工艺,其显微硬度可以增加到~678 HV1,这是因为残余奥氏体的分解和二次碳化物的析出造成的。比较有趣的是,在平行于制造方向的拉伸性能不会因为热处理而发生改变,表明SLM制造的材料并不需要淬火硬化来改善其性能一达到工具应用的水平。SLM制造的H11钢的摩擦性能比传统工艺制造的H11钢经过淬火——回火后的钢的性能要高。
AM制造的H11钢的压缩性能同变形状态的合金几乎相当。AM制造的H11钢的压缩强度为1770 MPa,同传统制造工艺的部件1810 MPa几乎相当,这表明材料在AM制造过程中经历了原位硬化,这一原位硬化是自然回火造成的。对AM制造的部件进行进一步的回火可以造成YS达到~1630 MPa和 UTS ~2130 MPa,表明了其优异的性能要高于传统的变形部件。这也意味着AM制造的部件可以潜在的替代传统制造的部件。
其他类型的含碳工具钢M2合金
进一步的工作可以应用后热处理来获得优异的机械性能且超过传统制造的工艺的一类含碳工具钢是高速钢。M2高速钢采用SLM制造工艺时含有过饱和的马氏体,残余奥氏体和M2C类型的碳化物。在 560 °C进行热处理导致马氏体的回火和碳化物的进一步析出。在AM制造状态和热处理状态,黏着磨损是主要的滑动磨损机制。在这方面,苏州大学陈长军团队对M2合金开展了一系列的激光增材制造研究工作并在特殊工具上得到了应用。
相变诱导/孪生诱导塑性(Transformation/twinning induced plasticity (TRIP/TWIP) )钢
TRIP/TWIP钢由于其具有高的加工硬化速率而非常引人注意,使得该合金成为汽车和国防中需要高的屈服后塑性和能量吸收特性的场合的理想材料。这些钢铁材料基本属于奥氏体和在变形的时候经历孪生和/或马氏体相变。关于AM制造TRIP/TWIP钢的研究并不多。大量的工作表明拉伸性能的提高主要是因为在AM制造过程中局部的化学特性的变化和反过来堆垛层错能控制变形机制造成的。
在DED制造高Mn钢的时候,不均匀的TRIP和TWIP效应会被观察到,这是因为化学成分的不均匀性影响着堆垛层错和占据主导地位的变形机制,如下图。这一现象同传统制造工艺或SLM制造的合金所观察到的结果明显不同。需要注意的是,这一不均匀性并不会影响宏观的变形行为。研究发现在DED的过程中增加Al的含量会降低其加工硬化速率。这主要是因为Al含量增加的时候堆垛层错能增加的缘故。使得变形机制从孪生向横向滑移转变。
通过AM工艺中定向位置的化学成分的转变,我们可以首先指定区域的变形机制。例如,X30MnAl231是一种化学成分上会导致堆垛层错值低于激活TWIP的状态,且是非常低的值,只有当需要避免TRIP的效应的时候才需要。这就导致高的能量吸收和可预测的压缩变形行为,因为没有脆性的马氏体在应变过程中形成。这一可以设计显微组织的能力和反过来可以进行微观变形机制的定制是高Mn钢非常有前途的一种特性应用,而传统制造工艺是不能实现这一功定制能的。
文章来源:《金属功能材料》 网址: http://www.jsgncl.cn/zonghexinwen/2021/0523/552.html